BELT RIP SCANNER MODEL: 1200 BRSB
The Belt Rip Scanner is an instantaneous conveyor belt cut detection system; based on three modules scanner, robotic laser, which permanently scans the condition of the conveyor belt. All movements of the three scanner modules, temperature sensors, vibration, stroke limits, motors that drive each unit; are controlled by an
The Belt Rip Scanner is an autonomous system and does not require antennas inserted in the conveyor belt; therefore, it is in the ability to detect cuts and damages in different types and models of conveyors, without distinction or condition. That is why it is much more economical than conventional systems using antennas and detecting heads (30 to 40 times cheaper).
In the mining industry, conveyor belts are expensive equipment; the presence of longitudinal cuts, which represent a high cost in repair, loss of production, damage to structures and other additional conveyor equipment is often observed. Thinking about it, Belt Rip Scanner USA (BRS USA) has developed; A new innovative, simple and efficient system for the detection of cuts in conveyors; Making use of the latest technology available in the market; From laser sensors, high speed encoder, micro controllers and software developed exclusively for this application.
Textile tapes such as steel cables can be torn by foreign bodies that occur in the plant production process. Hazardous points are those areas of conveyor belts where loading or unloading operations are carried out, called transfer kicks. These points are considered very high risk areas of operation, since the conveyors suffer, wear, damage and / or longitudinal cuts that are provoked by kicks, by the presence of insurmountable and the very type material that are embedded in the conveyor belt. When damages of this type occur, large cuts in the conveyor belt, there are very big economic losses, millionaires; Consequently the mining companies paralyze their plant operation, for several days, weeks or months, causing damage to the structures of the tapes, in many cases they carry out grafting of rolls of strips and vulcanized, which represents large losses in production and high costs On the conveyor belt.
Belt Rip Scanner USA offers you the most economical and safe way to protect high risk hazard zones on your conveyor, easy to install and calibrate, optimizing maintenance costs.
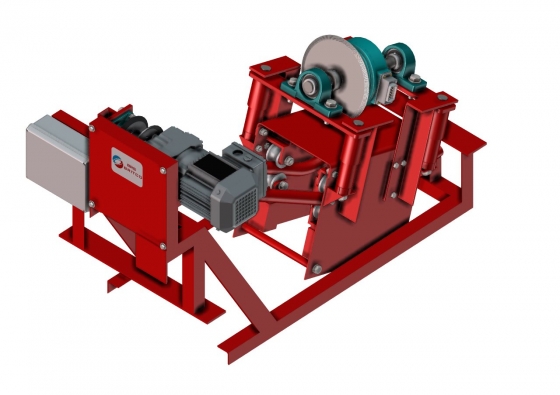
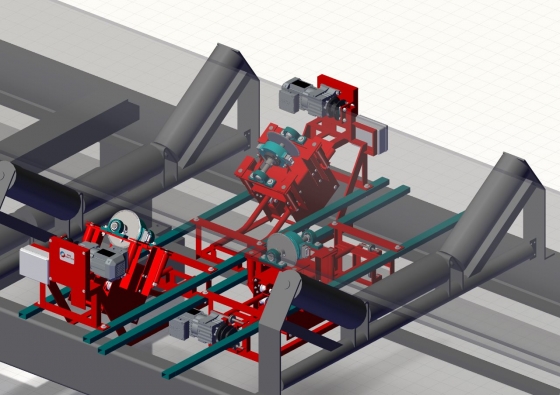
Operation of Belt Rip Scanner.- It consists of three robot type modules installed on sliding rails under the conveyor belt, in the return area of the same. Each module contains high-speed positioning encoder sensors for scanning the belt, which move horizontally across the width of the conveyor belt. The first module "1" performs the right side scan of the belt, the second module "2" performs the scanning of the central area of the belt and the third module "3" performs the left side scan of the conveyor belt, Thus covering the complete scanning of the entire width and length of the conveyor belt; Monitoring
To millimeter in real time, the state of the conveyor belt. From the processor of a PLC is controlled all the movements of the three scanner modules, sending alarm and trip signals to the plant control system; In order to protect the state of the conveyor belt more safely, with the possibility of developing trends during the 24 hours in your plant scada system. The control system brings communication ports on Ethernet and Device Net.
The Belt Rip Scanner USA, at the moment it detects that the tape undergoes some kind of tearing and / or cutting; instantly and immediately stops the conveyor belt from emergency, to avoid further damage to the belt. Below you can see the Belt Rip Scaner and the control system board:
DISADVANTAGES OF THE CONVENTIONAL SYSTEM* They make use of detector heads that works like transmitter (TX) and receiver (RX), which are constantly damaged, whose cost of each one is 5,000 dollars. They use copper coil antennas embedded in the rubber, which makes it fragile to the impacts of the load, constantly being damaged, causing false stops of the tape.
* It has shorter shelf life (one year to two years, at best).
* Every repair, replacement of a damaged antenna; Amounts to an approximate cost of $ 7,000.
* The calibration of this system is tedious and complicated; Uses calibration tables and long-term demand, several days to complete its calibration.
* When an antenna fails internally, and the rubber physically has no damage; Causes false stops, stopping the tape abruptly, resulting in kicking, resulting in unnecessary production losses.
* To avoid false stops on the conveyor belt; The damaged antenna is inhibited in its control system, thereby subtracting an antenna and leaving a portion of the strap unprotected; And so on, the tape is becoming less and less protected.
To insert a new antenna, you have the following considerations:* Have the service of a company specialized in vulcanizing.
* Have new copper coil antennas, embedded in rubber.
* Store the antennas and their junction kit in a refrigerated environment.
* Have the conveyor belt for 8 hours, to carry out the work of insertion and vulcanization of the antenna.
* Fit the tape in the correct position to insert and vulcanize the antenna.
* It takes a lot of time to park the belt to locate it in the correct position.
* Finish the vulcanization of the antenna, tighten the conveyor belt.
* Then; Calibrate the conventional tape breaking system, it is necessary to start the conveyor belt in vacuum for one hour.
* During the year, 5 to 6 antennas are inserted at least, to maintain the operation of the system protection system at 100%.
* When a cut occurs on the conveyor belt, the conventional system reacts late at the time, after it has run the belt; 100 to 200 meters away from the point where the tearing occurred. Why the damage occurs not necessarily on the same antenna, but at an intermediate point between the antennas, which is distant to 50 meters, which makes the protection inefficient, causing high costs, for its repair.
* The cost of changing a new roll of conveyor belt, amounts to 200,000 dollars average, and the company specialized to carry out this work charges about 30,000 dollars, to this must be added the two splicing kit necessary for the vulcanizado, whose cost is $ 28,000 approximately.
* The conventional system is not able to read antennas from other brands of conveyor belts, which makes it incompatible to install antennas of other brands.
CONCLUSIONS:
* The conventional system with antennas and detector heads, is highly costly to implement and maintain its operation.
* It is inefficient and of little reliability in its operation, at the moment of damage in the conveyor belt.
* All overland belts in large miners use this conventional antenna protection system. However, large mining companies like; Pelambres, Colllahuasi, El Abra, Radomiro Tomic, Escondida, Chuquicamata, etc. Have had catastrophic damage on their conveyor belts, so one is still using it because there is no other system on the market. Recently a new innovative system called the Belt Rip Scaner






 USA: Fern Park 32730 - Florida
USA: Fern Park 32730 - Florida
 1 - 407 - 9126035
1 - 407 - 9126035